May 16, 2026 • Dale Kosmicki • 9 min reading time • Prices verified May 24, 2026
2×72 Belt Grinders with VFD: What a Variable-Frequency Drive Actually Does for Your Metal Finishing Operation
A 2×72 belt grinder is exactly what the name says: a machine that runs an abrasive belt two inches wide and 72 inches long around a set of wheels, using that moving belt to grind, shape, or finish metal. It’s one of the most versatile pieces of equipment in a fabrication or knife-making shop — you can take a piece of stock steel from rough-forged to mirror-polished on a single machine by swapping belts. The term VFD — Variable-Frequency Drive — refers to an electronic controller that changes how fast the motor spins by varying the frequency of the electrical power feeding it. Instead of running at one fixed speed, a VFD-equipped grinder lets you dial the belt anywhere from a slow crawl to full throttle. That single capability changes what a belt grinder can do, what it costs to operate, and how long your consumables last. This article explains the real-world implications for a shop sourcing or speccing equipment in 2026.
What a VFD Actually Controls — and Why Fixed-Speed Is a Real Limitation
Most entry-level 2×72 grinders run at a single belt speed — typically somewhere between 3,500 and 5,500 surface feet per minute (SFPM). That’s fine if you’re doing one thing: aggressive stock removal on carbon steel, for example. But fabrication and finishing work is rarely that narrow.
Consider what happens when you move from rough grinding on mild steel to finish work on stainless, or from hogging a bevel on a knife blank to refining a plunge line. Each operation has an ideal belt speed. Running too fast on aluminum loads the belt with metal particles that glaze the abrasive and cut nothing. Running too fast on thin stock on a hard contact wheel burns the workpiece or warps it before you can blink. Running too slow on a serrated grinding wheel makes the drive motor lug and heats the belt unnecessarily.
A VFD solves this by letting the operator set belt speed in real time. On a quality unit you’ll see a front-panel potentiometer or digital display that controls speed across the full range — some machines go as low as 500 SFPM for polishing with fine abrasive films and as high as 6,000+ SFPM for aggressive material removal.
By the numbers:
- Typical fixed-speed 2×72: ~3,600–5,500 SFPM (no adjustment)
- VFD-equipped 2×72: ~500–6,000 SFPM (continuously variable)
- Abrasive belt life improvement reported at optimized speed vs. incorrect speed: 20–40% (Burr King engineering documentation)
- Motor starting current reduction with VFD soft-start: up to 60% vs. across-the-line starting
That last figure matters on a shop floor. Every time a fixed-speed motor starts across-the-line, it draws 5–7× its running amperage for a fraction of a second. In a small shop on a 20A circuit, that spike can trip breakers, stress wiring, and — over years — degrade motor windings. A VFD ramps the motor up gradually (called a soft start), protecting both the motor and your electrical infrastructure.
The Belt Life and Consumable Cost Argument
This is where the math gets interesting for anyone thinking about total cost of ownership rather than sticker price.
Premium 2×72 abrasive belts — we’re talking ceramic alumina or zirconia in 36- to 120-grit — run anywhere from $3.50 to $12.00 per belt at 2026 pricing from industrial distributors. If your operation burns through 15–20 belts a week across a production run, that’s $200–$300 in consumables weekly before you’ve touched labor. Speed optimization isn’t a luxury; it’s a cost lever.
Running a ceramic belt faster than its designed range glazes the grain tips and kills cut rate within minutes. Running a fine-grit silicon carbide finishing belt at full production speed on a hard wheel overheats the resin bond and causes premature shedding. A VFD lets you match belt speed to abrasive chemistry and contact wheel hardness, which is the single biggest factor in belt longevity outside of proper tracking.
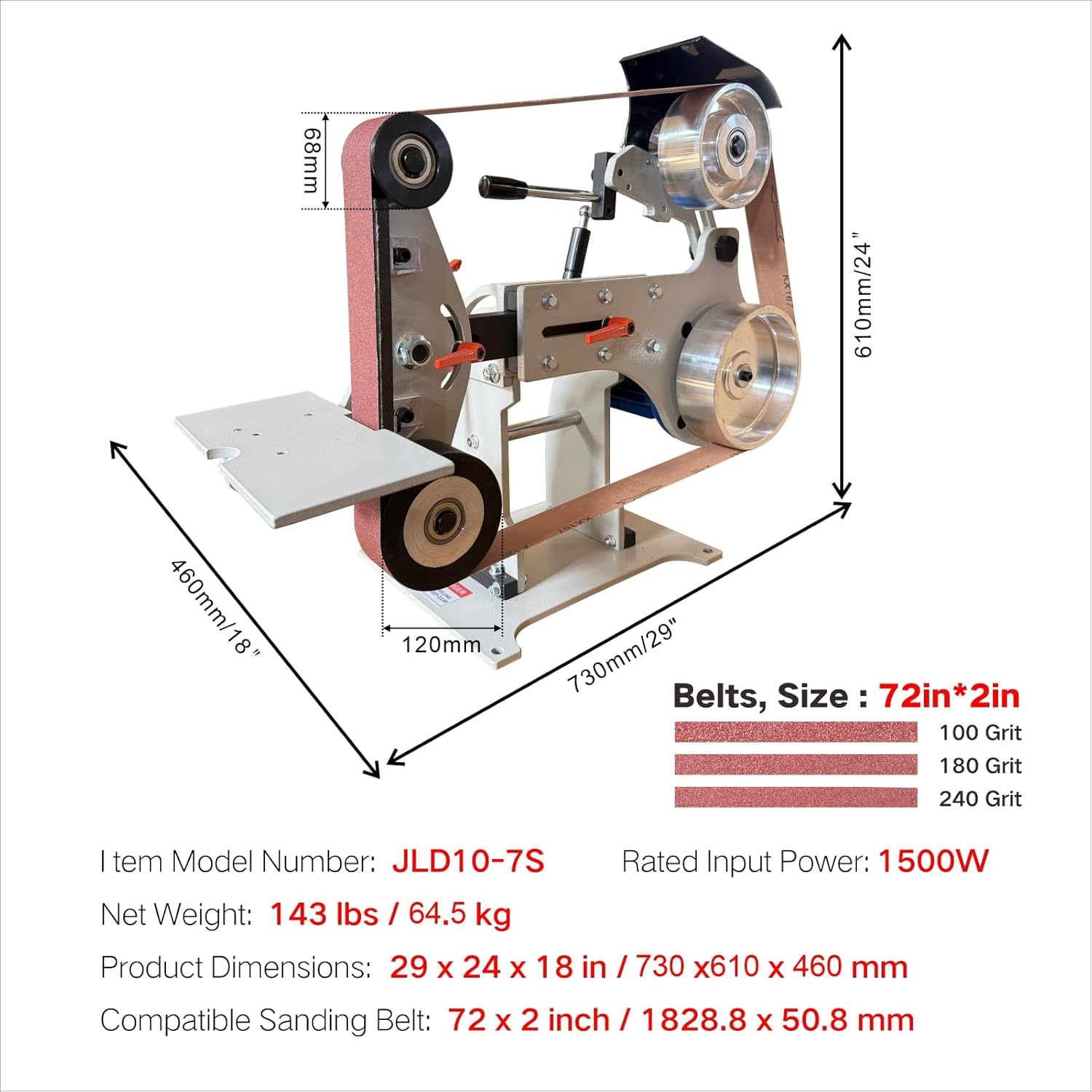
JLD
$799.99
In stock on Amazon
Check price on AmazonFor shops doing high-mix, low-volume work — different alloys, different surface finish callouts, different downstream requirements — the variable speed isn’t optional. It’s the difference between running one machine that covers six operations and needing two or three fixed-speed units at different speeds. Floor space has dollar value too.
If your work is genuinely narrow — say, one part, one alloy, one finish spec, high volume — a fixed-speed grinder can be completely appropriate and will cost less upfront. Be honest about your production mix before you pay for capability you won’t use.
JLD
$799.99
In stock on Amazon
Check price on AmazonOSHA and ANSI Compliance: What VFD Changes (and What It Doesn’t)
Let’s clear up a common misconception before someone gets hurt or cited.
A VFD does not change the maximum rated speed of your abrasive belt or your contact wheel. OSHA 1910.215 and the ANSI B7.1 standard (Safety Requirements for the Use, Care, and Protection of Abrasive Wheels, published by the American National Standards Institute) both require that abrasive products never be operated above their maximum marked speed. That speed is printed or labeled on every belt and wheel. The VFD doesn’t supersede it.
What this means practically: if your belt is rated for 5,500 SFPM maximum, your VFD upper limit needs to be programmed — or physically limited — to never exceed that at your contact wheel diameter. Most reputable machine builders program this at the factory. If you’re retrofitting a VFD onto an existing grinder, you are responsible for calculating the maximum RPM at the drive wheel that corresponds to the belt’s SFPM rating and setting the VFD’s maximum output frequency accordingly. This is not optional. It’s not a technicality. Abrasive belt failures at overspeed are catastrophic events.
The ANSI B7.1 standard also specifies guard requirements, eye protection zones, and work rest positioning for grinders. VFD or not, those requirements don’t change. A machine with a VFD still needs a properly fitted guard, and the work rest still needs to be adjusted to within 1/8 inch of the wheel per 1910.215 requirements.
What a VFD does improve on the safety side: the soft-start behavior reduces the mechanical shock load when the machine powers on. That means less stress on the spindle, bearings, and belt seam — reducing the likelihood of a belt failure during startup, which is one of the more common failure modes on fixed-speed machines that take full-voltage starts.
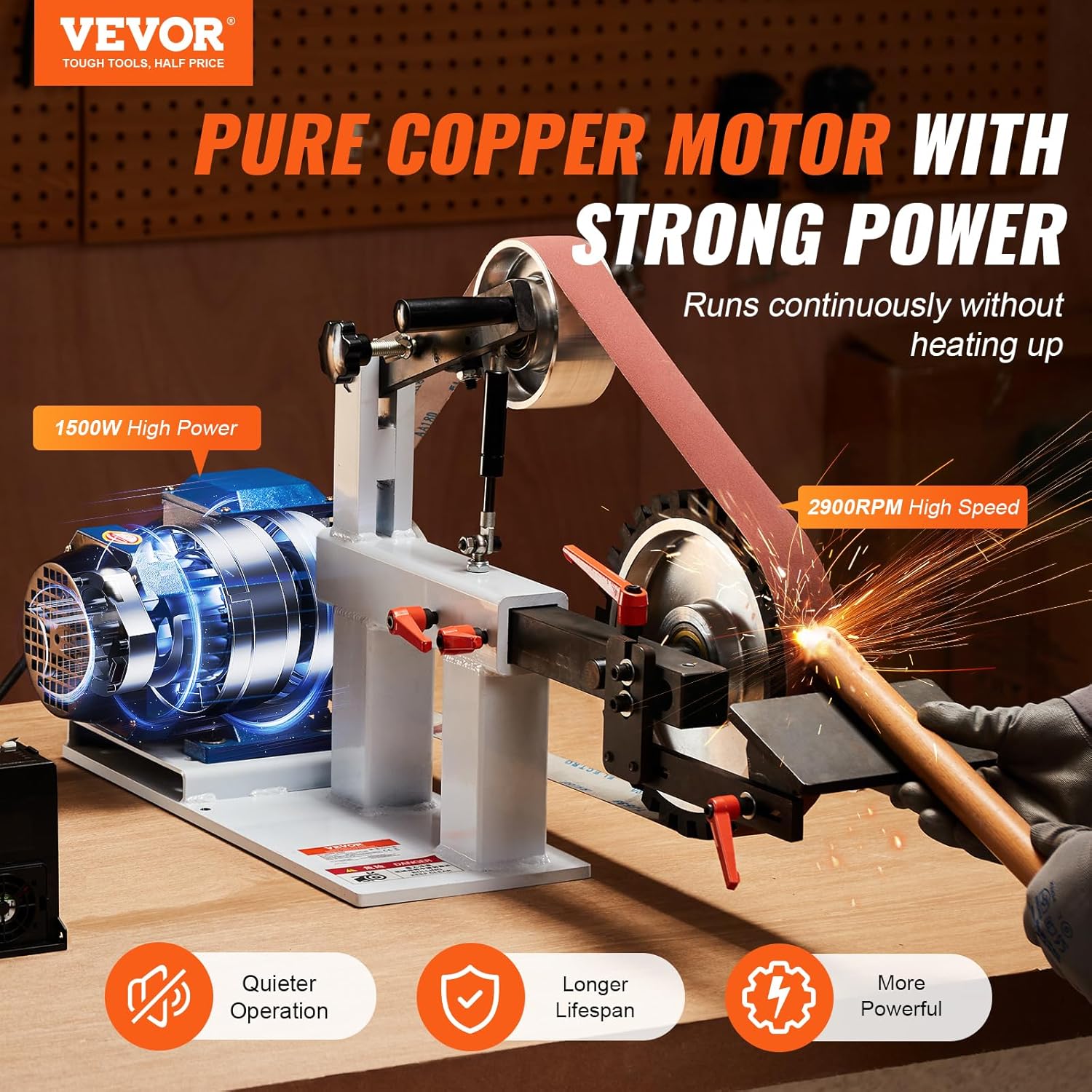
VEVOR
$802.90
In stock on Amazon
Check price on AmazonChoosing a Machine: Where Budget Tier Meets Real-World Performance
The 2×72 market in 2026 spans a wide range. At the bottom are single-phase, fixed-speed machines in the $400–$800 range — serviceable for occasional knife-making or light fabrication, but not production-grade. The VFD tier starts around $1,200–$1,800 for a quality single-phase unit and runs to $3,500–$5,000+ for three-phase motors with industrial-grade VFDs, cast iron frames, and multiple platen/wheel attachment options.
| Tier | Typical Price Range | Motor | Speed Control | Best For |
|---|---|---|---|---|
| Entry | $400–$800 | 1–1.5 HP, single-phase | Fixed speed | Hobby/occasional use |
| Mid | $1,200–$1,800 | 1.5–2 HP, single-phase + VFD | Variable | Small shop, high-mix |
| Production | $2,500–$5,000+ | 2–3 HP, 3-phase + VFD | Variable | Daily production, multiple operators |
Belt
$739.99
In stock on Amazon
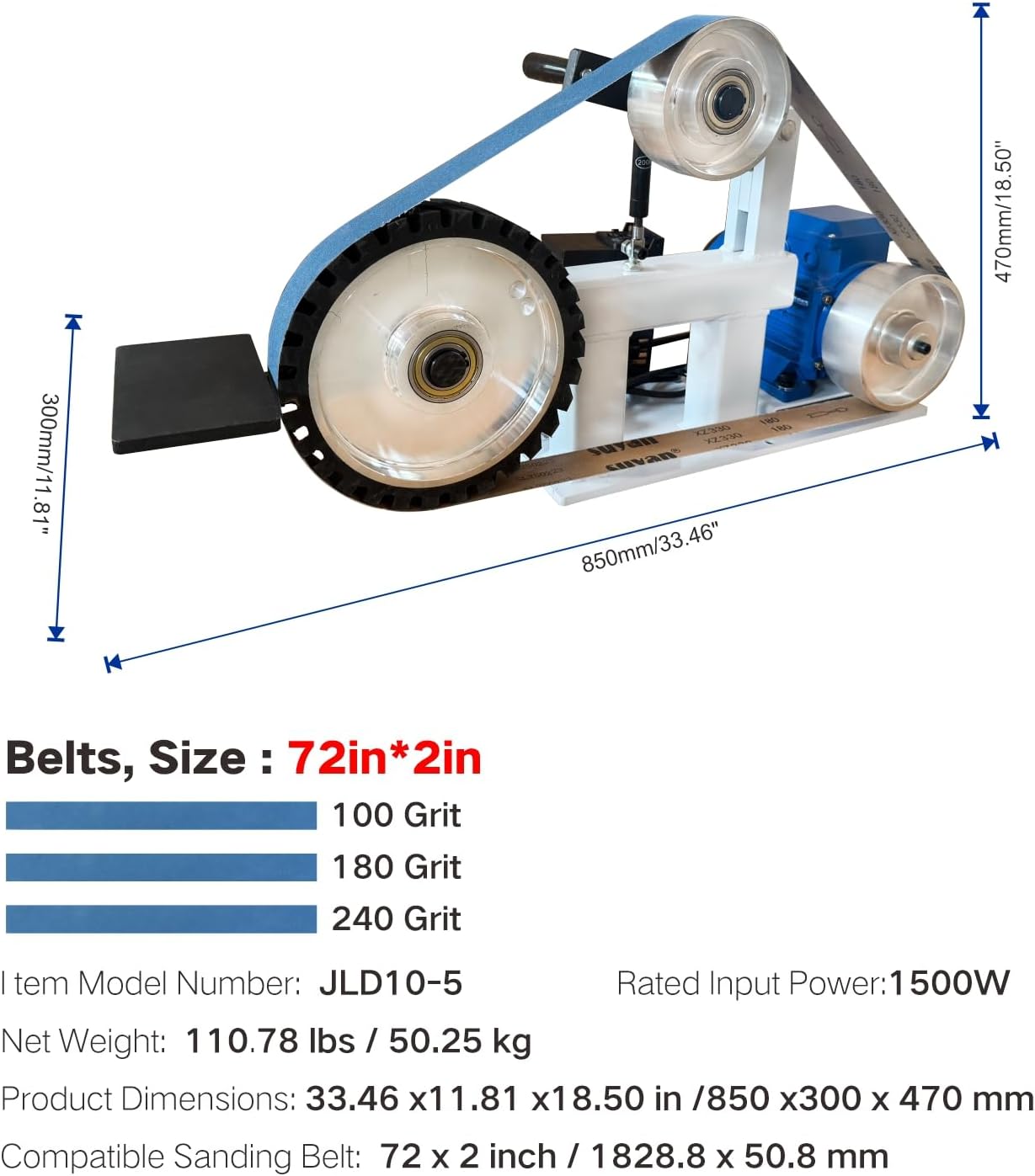
Check price on AmazonJLD
$799.99
In stock on Amazon
Check price on AmazonVEVOR
$802.90
In stock on Amazon
Check price on AmazonBurr King (Kansas City, MO) is the benchmark name in production 2×72 grinders for fabrication and knife work — their machines run 2 HP motors with variable speed as standard and have documented uptime records in production environments. Bader (German-manufactured, distributed in the US) is the other name that earns respect for precision and longevity, particularly in tool-room applications. Both command a price premium that reflects actual engineering, not just branding.
At the mid tier, several domestic builders have entered the market with credible VFD machines in the $1,200–$1,800 range that serve small shops well. The honest tradeoff at that price is typically frame rigidity and bearing quality — fine for a two-shift shop running intermittent jobs, less ideal for continuous production. If you’re running a crew and you need the machine up every day, spend toward the production tier. Downtime at $35–$75/hour in labor overhead makes the $1,500 price gap close fast.
VEVOR
$802.90
In stock on Amazon
Check price on AmazonFor the single-operator tool room or small job shop outfit, the mid-tier VFD machine is usually the right call. You get the speed control that protects your belts and expands your operation range without the three-phase power requirement that some shops can’t easily meet.
JLD
$799.99
In stock on Amazon
Check price on AmazonPower Supply Reality Check Before You Buy
This gets skipped in most buying conversations and it shouldn’t. VFDs are highly capable pieces of electronics, but they have input power requirements that deserve attention.
Single-phase VFDs (which accept 120V or 240V single-phase and output three-phase to the motor) are widely available and work well for machines up to about 2 HP. Above that, you start running into derating — the VFD can’t fully deliver rated motor power because single-phase input limits the DC bus voltage. Three-phase input to a three-phase VFD avoids this entirely and is the right call for anything above 2 HP in continuous service.
If your shop runs 240V single-phase (the most common small-shop configuration), budget for a 20A dedicated circuit minimum for a 1.5–2 HP VFD grinder. Check your panel before the machine arrives. A machine that trips the breaker on startup costs you in frustration and electrician time that wasn’t in the purchase justification.
The MMS Online editorial team has documented VFD installation gotchas in shop-floor equipment that mirror exactly this — voltage drop under load, incorrect ground wiring causing drive faults, and harmonics affecting nearby CNC equipment on shared circuits. If you’re putting a VFD machine near sensitive electronics, consult your electrician about line reactors.
JLD
$799.99
In stock on Amazon
Check price on AmazonThe Decision Rule
Here’s the plain version:
If you do one thing with your grinder at one speed — buy fixed-speed and spend the savings on belts.
If you do high-mix finishing, work multiple alloys, need to protect thin stock, or run the machine more than four hours a day — buy VFD and treat the price delta as insurance on your consumable budget and your motor.
If you’re outfitting a crew of two or more operators on a production schedule — buy the production-tier three-phase VFD machine, sort out your power supply first, and don’t try to save $800 on the machine while paying $60/hour in labor every time it’s down.
The abrasive belt market, the motor repair market, and the replacement-parts ecosystem all reward buying quality once. A mid-tier VFD grinder from a reputable builder, spec’d correctly for your power supply, with belts matched to your material and speed range, will outperform a fixed-speed machine at the same price point for the vast majority of fabrication work. That’s not an opinion about brand loyalty — it’s a straightforward consequence of having the right tool speed for the job.
All pricing references reflect May 2026 market conditions. OSHA 1910.215 and ANSI B7.1 requirements are subject to revision; verify current editions before finalizing equipment specs.